(ursprünglich erschienen am 22.2.2016)
Für Dreh- und Fräsarbeiten muss der fleißige Bastler regelmäßig Halbzeuge auf Maß absäbeln. Das geht mit der 300mm Bügelsäge zwar auch, jedoch verlaufen alle Schnitte und spätestens bei 80er Vollmaterial (am besten auch noch so zäher Stahl wie C45) ist der Spaß dann endgültig vorbei. Um die Kreativproduktion nicht unnötig auszubremsen musste einmal mehr aufgerüstet werden: Diesmal eine Metallbandsäge.

Unter dem Namen Güde MBS 115 (einfallsreiche Abkürzung für Metallbandsäge) fand ich diese Säge in den Kleinanzeigen. Eine schöne Spazierfahrt durch das Vorgebirge später stand die Säge dann endlich in der heimischen Werkstatt. Die Säge wird von vielen Händlern/Firmen in diversen Farben und zu verschiedenen Preisen rund um den Globus vertickt. Hierzulande als „Metallbandsäge 115“, im englischsprachigen Raum als „Bandsaw 4×6“ was sich jeweils auf den größten Sägedurchmesser bezieht – 115mm starkes Vollrundmaterial schafft die Säge angeblich.
Mit 62kg kämpft die Säge im Mittelgewicht: Bett und Arm sind aus (chinesischem) Grauguss GG25, wahrscheinlich haben die Gießer noch die ein oder andere Schubkarre mit Sand oder Sperrmüll in den Tiegel entsorgt. Der Guss lässt sich sehr leicht bearbeiten, und ist nach nunmehr fast zwanzig Jahren (Baujahr 1998) ausreichend abgelagert. Beide Laufräder sind mit Messingleitbüchsen ausgestattet, bei neueren Sägen habe ich schon häufiger Stahl auf Stahl gesehen, was die Besitzer dann gegen Kugellager getauscht haben. Da die Gleitlager noch keine sichtbaren Verschleiß zeigten, gab es frisches Öl und sie wurden wieder montiert. Der Riementrieb ist dreistufig und lässt verschiedene Bearbeitungsgeschwindigkeiten zu: 20, 29 und 50m/min. Sprich, der Riemen bleibt einfach in der Mitte bei 29m/min und wird nie mehr umgelegt 😉
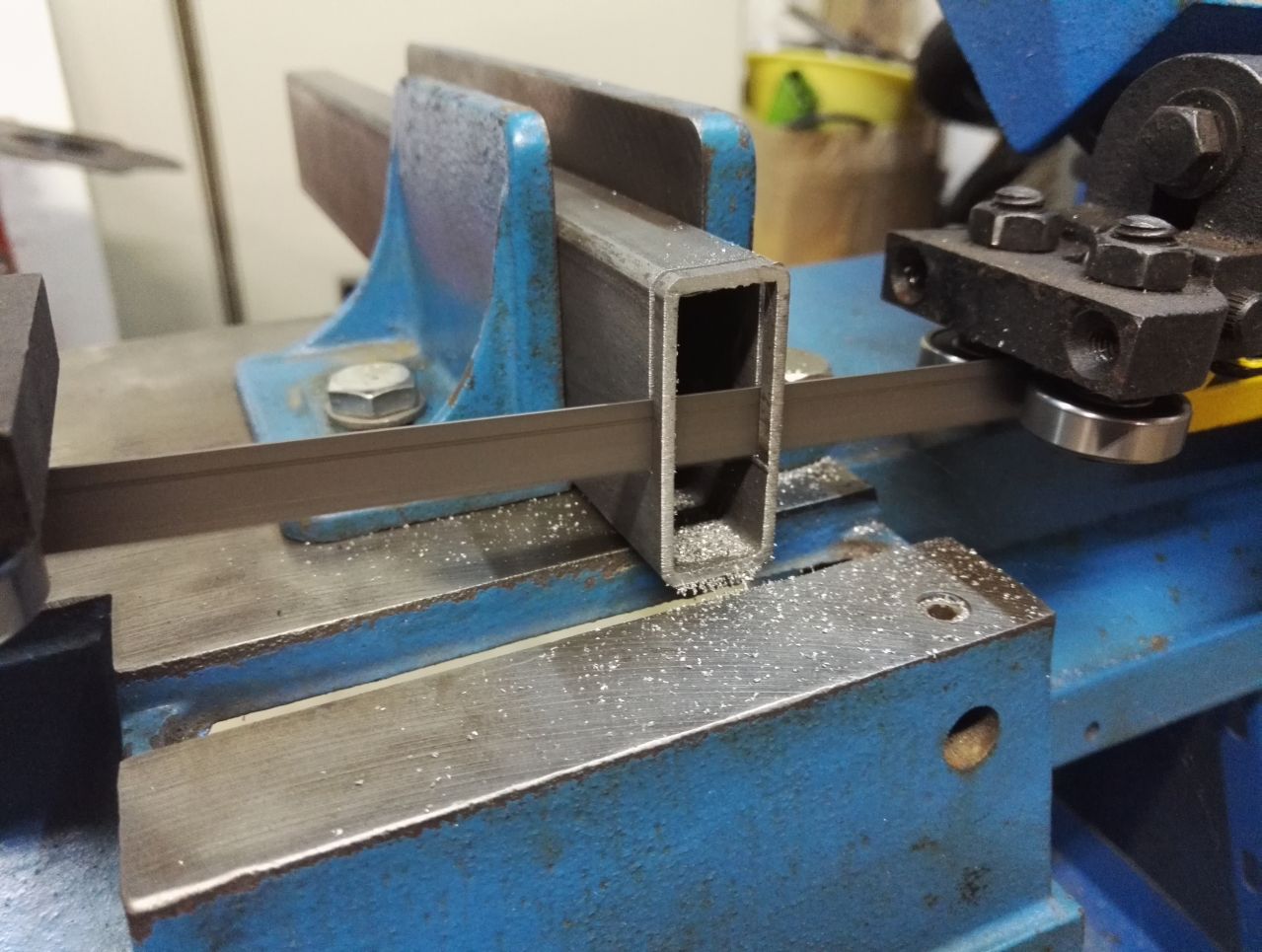
Das Untergestell ist feinster Weißblech-Kernschrott und landet bei nächster Gelegenheit auf dem Schrott. Ich habe schon angefangen die ersten Profile für ein neues, massives Untergestell zu sägen, die Tage geht es dann ans schweißen. Dann hat das Geklapper und Geschepper auch endlich ein Ende, der rückseitige Blechdeckel am Arm wird entweder besser verschraubt oder auch weggeworfen, jedenfalls nervt auch hier das Getöse gewaltig.




Die Bandführung übernehmen sechs Kugellager, je drei pro Seite. Diese sitzten seitlich versetzt damit auch am Blatt hängen gebliebene Späne passieren können. Von oben halten zwei kleinere Lager gegen und leiten den Druck des Sägeblatts in den Gusskörper ab. Die originalen Lager kamen aus Russland und waren latent fertig, wurden also gleich gegen neue getauscht. Bei dieser Gelegenheit wurde auch die Stellung des Blattes neu justiert, damit die Schnitt so gerade wie möglich werden.
Neue BiMetallsägeblätter mit 10/14ZpZ als Varioverzahnung werden überall als das Nonplusultra angepriesen, also gekauft und montiert – bisher zufrieden mit dem Blatt, das beim Kauf montierte litt schon stark an Karies.
Nun zur Aufarbeitung:



Die Säge hatte einige Säge gestanden, entsprechend waren das Bett und die Anschläge angerostet. Mit viel WD40 und einer Zopfbürste wurde das Bett schnell wieder gerichtet. Da viele Nutzer der Säge über den Schraubstock klagen, wurde auch dieser genau unter die Lupe genommen. Zunächst mal hat ein Held der Volksrepublik die waagerecht verlaufende Gewindestand durch den leicht abgeschrägten Gusskörper geführt, ohne diesen zu begradigen. Entweder schlackert das Handrad (und damit die Backe) um rund 5mm hin oder her, oder man kann nicht mehr kurbeln, weil sich die Unterlegscheiben an der Schräg verkeilen. Also die große Feile geschnappt und kurzen Prozess gemacht, die Fläche entsprechend eingeebnet. Den Rost vom Trapezgewinde entfernt und neu geölt, lässt sich das Ganze nun wieder butterweich kurbeln.
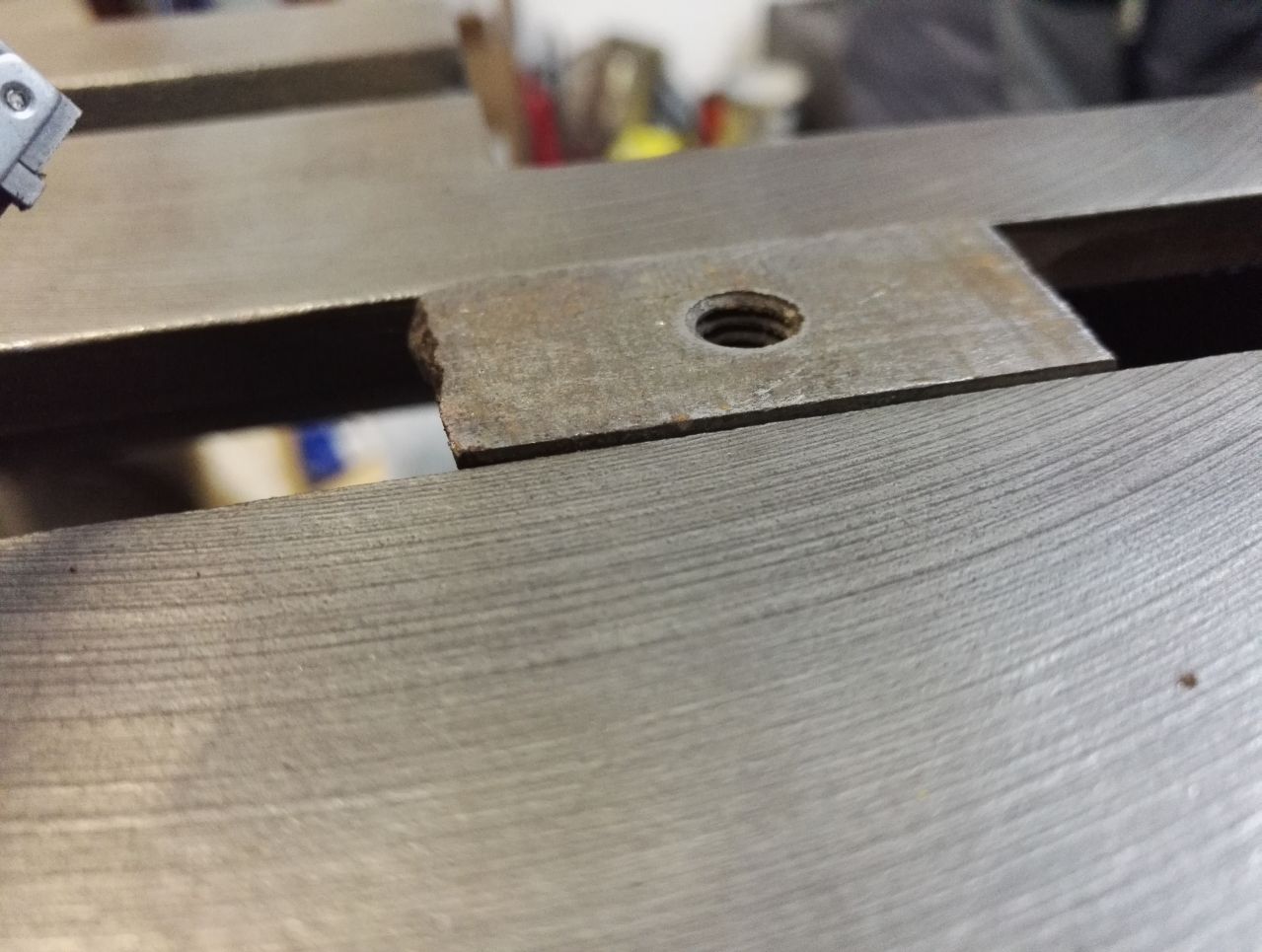
Allerdings hat man es in Shenzen wohl vergessen, den übergroßen Nutenstein auf Maß zu bearbeiten, diese ist einen knappen Millimeter höher als das Bett: Kein Wunder dass der wackelt wie Harry. Also ausgebaut das Teil, ab auf die Fräsmaschine und auf Nennmaß gebracht. Jetzt hat die verschiebbare Backe noch ein Höhenspiel von etwa einem Zehntel, ausreichend für die Säge.

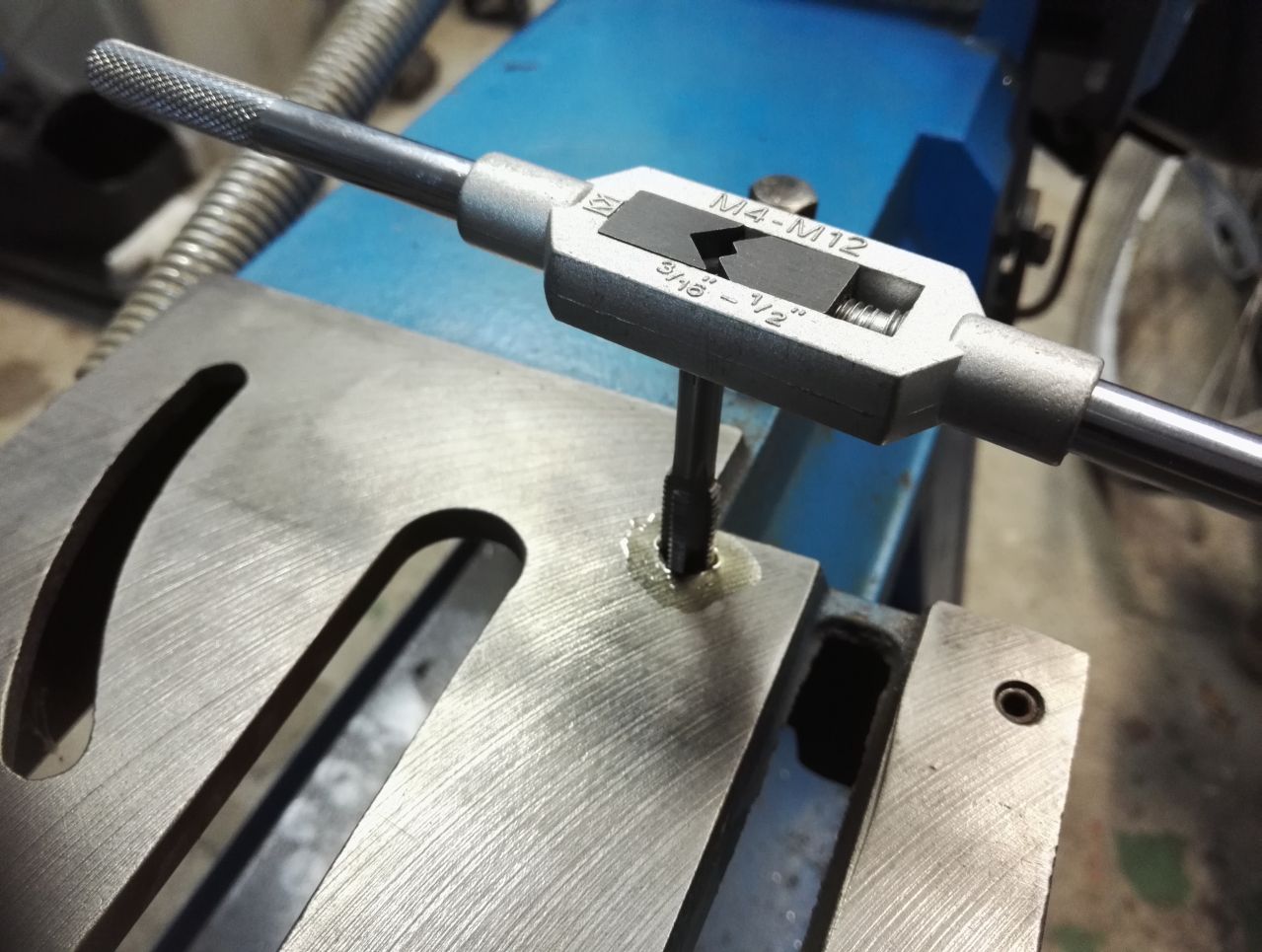
Als nächstes ging es den elendigen Zollgewinden an den Kragen, die man in China leider bis heute gerne verwendet. Das Motto dabei: Jedes Gewinde, das regelmäßig benutzt wird, oder an dem mehr als einmal etwas justiert werden muss, wird durch ein metrisches ersetzt. Also Akkubohrer und Gewindeeeisen geschwunden, und für den Schraubstock schon mal alle Gewinde ausgebohrt und durch metrische ersetzt.

Für den die „feststehende“ Backe, die zum Gehrungsschneiden um 45 Grad geschwenkt werden muss, entstand auf der Drehbank ein Nutenstein, der sich in der Kurve gut verschieben lässt, nachdem selbige von den groben Gussresten befreit wurde. Bei nächster Gelegenheit und sobald mir mehr von den Klemmschrauben in passender Größe in die Hände fallen.

Soweit der aktuelle Stand. Die Säge sägt nach den bisherigen Einstell- und Servicearbeiten schon sehr vernünftig. Als Nächstes folgen dann wie schon im Video angekündigt ein neues Untergestell aus echtem Stahlprofil, eine hydraulische Absenkvorrichtung und eine Kühlschmiereinrichtung. Die einzelnen Veränderungen werden dann sowohl hier als auch auf YouTube dokumentiert, also dran bleiben 😉
Update 20.3.2016
Das Untergestell ist mittlerweile geschweißt. Gute 10 Meter Stahl sind dabei drauf gegangen, und fast ein halber Quadartmeter Stahlblech mit 2mm Stärke. Das Blech habe ich über eine Kante gebogen, vorher mit der Flex die Biegekante leicht eingeritzt, damit lässt es sich erheblich leichter biegen. Obwohl geometrisch nicht wirklich machbar, kann man das Blech einfach zwei Mal jeweils über die Diagonale biegen, und hat später ein Blech in Dach-Form. Dort in der Mitte habe ich ein 16er Loch reingebohrt, und von unten ein Rohr angeschweißt um später das Schneidöl und die Späne von der Wanne in den Vorratsbehälter zu befördern.



Heute wurde dann die Rolle geschwungen, und mit Mipa 100-20 das Gestell grundiert. Sobald die Grundierung dann morgen oder übermorgen getrocknet ist, kommt die spätere Farbe RAL 7011 Eisengrau darauf. Die Rollen sind Schwerlastrollen mit 75mm (glaube ich), wovon zwei gebremst sind, zwei offen. Starre Rollen wollte ich nicht haben, die machen das rangieren auf engem Raum unnötig schwierig.
Auf Nachfrage: Sägeblätter
Sägeblätter sind logischerweise das wichtigste Teil an einer Bandsäge. Da häufig mit den verschiedenen Begriffen um sich geworfen wird, schaffe ich kurz Ordnung, insbesondere für dieses Modell.
BiMetall Sägeblätter:
Sägeblätter und Sägebänder bestehen hauptsächlich aus Federstahl. Der ist billig und bietet die notwendigen Eigenschaften damit das Blatt lange seine Form behält, schneidet nur nicht so besonders doll und ist schnell platt. HSS Stahl bietet zwar gute Schneideigenschaften, ist aber für den dauerhaften Umlauf auf der Bandsäge nicht geeignet und würde den Betrieb nicht lange mitmachen – außerdem wäre das Blatt zu teuer.
Daher kombiniert man einfach beide Werkstoffe: Das eigentliche Sägeband ist aus Federstahl gefertigt, lediglich die Zähne + 1-2mm bestehen aus dem hochwertigerem HSS, verbunden werden die beiden ungleichen Partner über Elektronenstrahl- oder Laserschweißen = fertig ist das BiMetall Sägeblatt.
BiMetall ist also Pflicht wenn es halten soll, mein hält nun schon seit 9 Monaten und hunderten/tausenden Schnitten.
Ich mach morgen mal ein Bild.
Varioverzahnung?
Als varioverzahnt bezeichnet man Sägeblätter, deren Sägezähne nicht gleichmäßig über die Länge des Sägeblattes ausgeprägt sind, sondern sich stetig abwechseln. Also: Fein – Grob – Fein – Grob -Fein und so weiter.
Die groben Zähne schaffen viel Sägefortschritt, reißen aber gerade beim Sägen von Profilen sehr an den Enden und verschleißen damit schnell und sorgen für hohen Verschleiß. Feine Zähne hingegen sägen sauber, sind aber gerade bei Vollmaterial schnell überfordert weil die Spanräume voll sind und daher die Sägeleistung stark abnimmt.
Für kleine Sägen wie die MBS115 ist 10/14 Zähne pro Zoll (ZpZ) optimal, das sägt alles von kleinen Schrauben über Stahlprofile bis hin zu zähem Vollrundmaterial.
Je kleiner die Zahl der Varioverzahnung, desto größer die Zähne – logisch – wenn man auf einem Zoll nur die Hälfte an Zähnen unterbringt, müssen diese doppelt so groß sein. Je gröber die Verzahnung, desto höher ist der Sägefortschritt.
Länge Breite Dicke
Um es kurz zu machen: 1640x13x0,65mm. Eine kurze Googlesuche führt zu diversen Shops und Anbietern, die diese Blätter führen. Auch wenn meins seit etlichen Stunden seine Runden dreht, am besten gleich zwei Kaufen und nachbestellen wenn das erste das Zeitliche segnet.
Na da bin ich schon auf deine Umbauten gespannt, zumal ich ja die selbe Säge, nur unter anderem Label, besitze.
Die Bilder sind sehr hilfreich!
Hast du mal eine genaue Beschreibung/Link zum Sägeblatt?
Ich höre immer nur Varioverzahnung, Bimetall etc. aber eine genaue Angabe fand ich noch nicht.
Ich nehms in den Artikel auf, gibt es morgen dann einen Absatz zu, guter Hinweis!
Hast du zufällig einen Link zu den Kugellagern für die Bandführung?
Sind 629-2RSH Lager von SKF. Bekommst du überall.
LG